



Introduced in July, the combined PLC AMS uses an Allen Bradley PLC to not just provide continuous monitoring of carbon monoxide and other gases but also allow users to continuously monitor and control other underground operations processes.
Monitoring and control are integrated into one network, enabling belt and ventilation fan control as well as other process controls.
Placed along the mine’s conveyor belt, the Conspec monitors detect CO level increases rises in other combustible gases including methane as coal moves along the line, providing early warning of a potential hazardous condition.
That data is then transmitted using the system’s FactoryTalk software package to the Allen Bradley PLC.
Surface personnel can then identify the affected area, perform remote shutdown in that area and restart once conditions are again stable.
The AMS component is modular and scalable, and can easily be configured to fit the changing needs mines.
It provides open architecture with communications via Ethernet or MODBUS protocol, optic isolators to eliminate lighting-related downtime, surge protection and a high resistance to radio frequency interference.
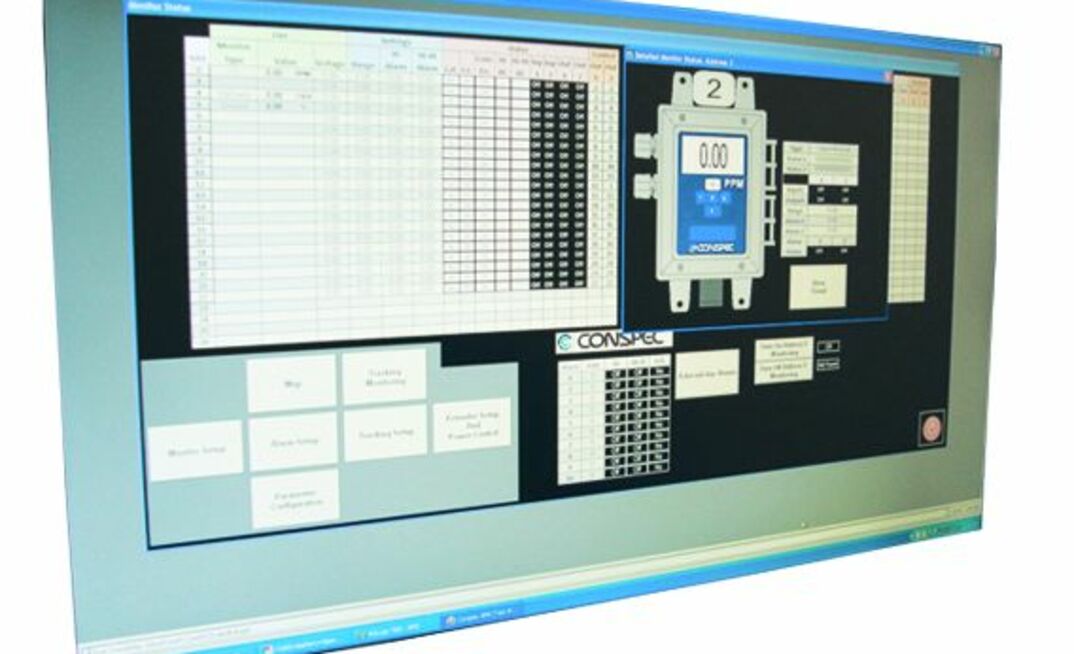
With an easy-to-use graphical user interface and clear, easy-to-interpret graphics, Conspec said, the system – which could be set up quickly with simple training – had limitless capacity for expansion with the additional benefits of decreased downtime, decreased maintenance costs and increased production.
“These advancements enable miners to spend their time mining, rather than troubleshooting issues with belt starters, motors, cable, and gas monitoring equipment,” president Rob Albinger said.
“And you don’t need to be an engineer or computer programmer to use the AMS or interpret the data … [i]t is as easy as using the Internet. There’s no need to write alarm sequences; just click the desired address.”

















