



Published in June 2008 Australian Longwall Magazine
Preliminary work has indicated this approach could bring drilling costs down by around 20%, as well as increasing safety. The use of a continuous drill string also has the potential to facilitate pressurisation of the borehole whilst drilling to keep holes from collapsing in bad ground.
CRCMining is currently undertaking an ACARP-funded risk mitigation investigation into a coiled tubing drilling system. The project is an extension on work already done with BHP Billiton Illawarra Coal, which with gassy mines in the Illawarra region of New South Wales conducts a large percentage of its own in-seam drilling for gas drainage.
BHP and CRCMining have already spent about $100,000 developing a performance specification, coiled tubing drilling system concept, basic investigations into the coil life, machine cost, likely performance and potential risk areas. The current ACARP project is funding some additional research and engineering to eliminate or reduce uncertainty associated with some aspects of the concept prior to going to the next step of manufacturing and testing a prototype machine.
This project was built on prior work that CRCMining had done developing a high speed cross panel drilling system that utilised a high pressure water jet drill and flexible supply hose system. Development of this system demonstrated the advantages of drilling with a continuous drill string but the flexibility of the hose could not generate the “weight on bit” that is a characteristic of rigid drill strings.
Over the past 10 years coiled tube systems have been used by the petroleum industry for well completion and intervention work on deep gas wells. In these systems, quenched and tempered steel tubing is coiled onto a reel and then deployed down the wells in a single length (typically 5000m for 38mm diameter tube).
The concept for coil tube drilling grew from the experience gained by a number of CRCMining researchers involved in drilling research projects. It combines features from conventional underground drilling, high speed cross panel drilling and coil tube systems.
The same borehole assembly arrangement as the existing directional drilling systems is used in combination with a reel of continuous steel drill string similar to the coil tube systems. Steering of the drill is achieved by rotation of the coil as per the high speed cross panel drilling system.
Benefits of the continuous drill string include a saving of the time required to assemble the drill string from 3m rods, improved safety by the elimination of manual rod handling and use of stilsons, and facilitating automation of the drilling process. The continuous drill string will also allow the pressurisation of the hole during the drilling process. This practice has the potential to significantly reduce collapse of the holes in boggy conditions.
The key challenges for the development of the concept are associated with the miniaturisation of the coil tubing system to fit within the transportation and operating envelopes of underground coal mines, compliance of electrical and control equipment with regulations for use in gassy environments and development of a survey system capable of continuous operation.
Miniaturisation of the coil tubing system is a compromise. The coil is plastically deformed as it is spooled onto the reel. This results in fatigue of the steel tube, limiting its working life. The larger the diameter of the drum, the longer its fatigue life. However, the transport dimension limitations in a mine dictate that the drum diameter be made as small as possible.
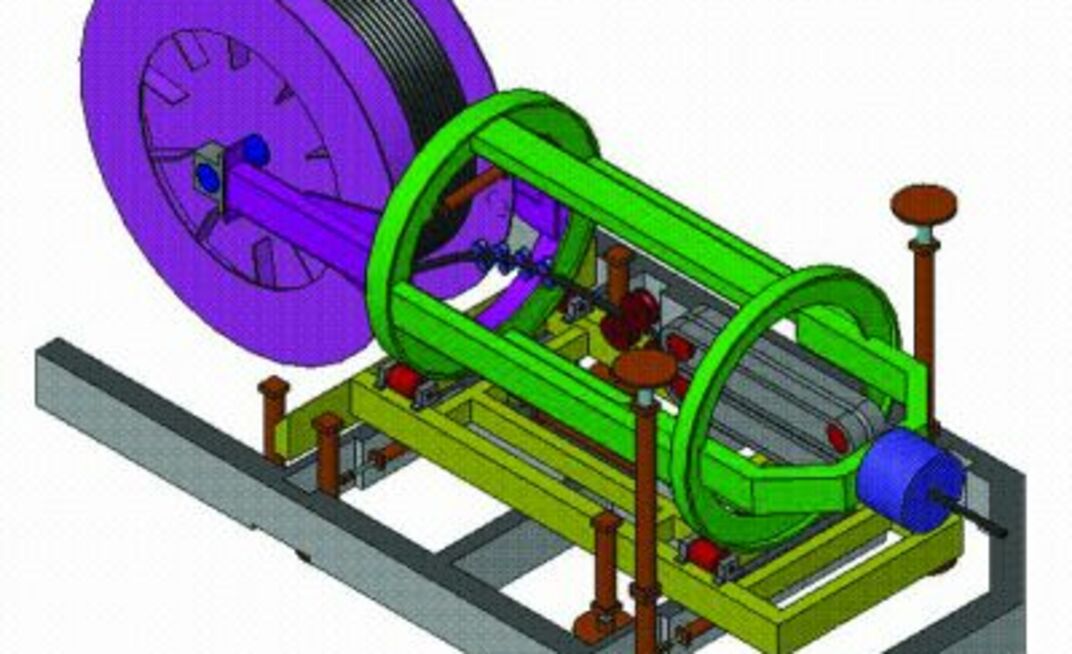
Figure 1 shows a model of the concept designed to produce a 700m long hole, 70mm in diameter, using a 1.5in coil tube. The proposed rig fits within the transport and operational envelopes specified for the West Cliff mine in NSW.
As part of the ACARP mitigation research CRCMining is investigating the areas of identified risk, including making the system suitable for use in an ERZ0 zone, ensuring coiled tube life is commercially acceptable and ensuring there are no major operational problems with the supply and handling of the coiled tube.
“We are now looking in detail at these areas, the objective being to address any identified risks with the concept in sufficient detail to build a reliable business case for the development of a prototype machine. Funding of around $1.5 million will then be sought from industry to build and test the prototype,” said CRCMining technical director of engineering services Peter Lugg.
Already the research team has spent some time in the US and Canada where the coil tube technology has been used in the oil and gas industry for the past 10 years. Activities included attendance at the annual Coil Tube Drilling and Well Intervention Conference and trade display in Houston, observation of coil tube field operations, and discussions with tube and equipment manufacturers and suppliers, researchers and academia.
CRCMining will be targeting coal companies, particularly those with gassy mines, as investors. The risk mitigation project is scheduled to be completed by the end of the year and CRCMining will seek investor funding early next year.

















