



The Sandvik Tyre Monitor (STM) continuously monitors tyre temperature and pressure, providing warnings and alarms for the operator if corrective action is required.
The system is available for all new Sandvik underground LHDs and trucks equipped with Sandvik’s Vehicle Control and Management system.
Sandvik’s tyre monitoring system provides the following warnings and alarms: tyre leak detection; extreme over pressure (38% over); over pressure (28% over); under pressure (12.5% under); extreme under pressure (25% under); over temperature (85C) and low battery in sensor.
If a sensor is broken, it is simply a case of following the display instructions, which indicate the correct procedure to replace the sensor with a new one. The sensor includes a battery, which should be replaced when a low battery warning is received.
All Sandvik tyre monitoring system sensors are similar and have the same part number.
“Prevent just one tyre failure – caused by incorrect pressures or over temperature – and this system will have paid for itself,” Sandvik Mining and Construction’s underground mining sales & marketing manager Tim Redmond said.
The STM uses four pressure sensors integrated into the tyre vent caps, which send a signal to a wireless radio receiver integrated with the Sandvik VCM system.
Once the STM has been installed and set up, the tyres are inflated to their correct pressure and the pressure sensor vent caps are screwed on.
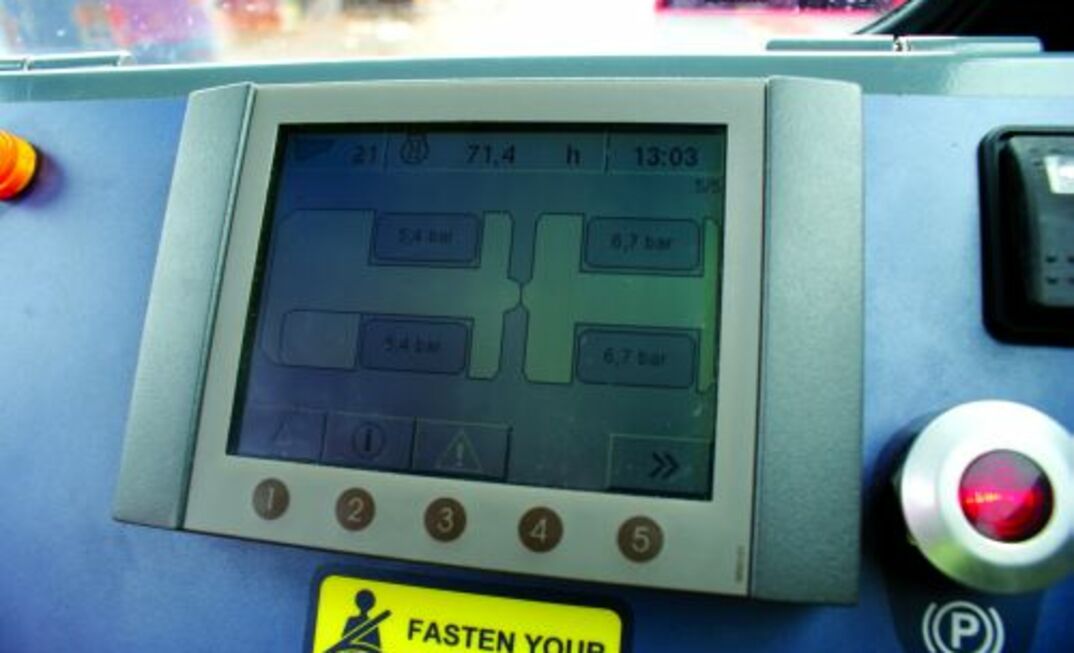
The operator can then see the tyre pressures on the cabin display and will be warned of any air leakage, as well as pressure or temperature problems.
“The STM system can save time in daily maintenance as the operator can see thetyre pressures from the cabin display, rather than having to check them individually,” Redmond said.
“The potential value of this system is immense.
“Under-inflated tyres are potential safety hazards for the operation of the machine.
“Steering and overall vehicle behaviour can change due to under-inflated or damaged tyres, compromising controllability of the machine.
“In addition, unplanned wheel changes following a tyre failure in high-traffic production or ramp areas can create hazards to personnel carrying out the wheel change,” he said.
“And from a productivity perspective a tyre failure in an operational area can stop production for several hours, for the affected unit at the very least.
“Then there is the significant knock-on effect if a machine on which a tyre has failed blocks a haul route or access to a loading or dumping area.”
Redmond said tyre monitoring was also ideal for automated vehicle operation where human senses were not available to feel the differing behaviour of the machine caused by tyre failure.
“The same alarms are available for machines using Sandvik automation systems – such as AutoMine – giving early warning of possible tyre problems and allowing the vehicle to be pulled from the isolated production area for a tyre change before actual failure.
“This also significantly reduces production interruptions in automated operations.
“One area of operation where we would particularly recommend the use of the STM is for trucks operating on ramp systems to haul ore from underground to the surface crusher,” Redmond said.
“Heat is a major factor in these applications, due to the long haul loaded on an incline gradient – typically 1:6-1:8.
“In addition, sidewall heat builds up due to the continuous one-way turning of the corkscrew design of ramps,” he said.
According to Redmond, lost production due to unscheduled downtime can easily approach $10,000 an hour for a single machine – and that doesn’t take into account the cost of premature tyre failure.
Published in the September 2011 Australian Longwall Magazine

















