



Reducing production costs and improving speed to market are two key competitive advantages for Australian lithium producers, and there is no shortage of local companies willing to collaborate to make this a reality.
While lithium is a relatively rare element, there are two main sources for economic extraction and production, underground brine deposits and mineral ore deposits. Mineral ore deposits are often richer in lithium content and deliver a higher yield with faster production than salar (underground) brine deposits. Terrestrial lithium production is, however, more costly to access since it must be mined from pegmatite (hard rock) formations.
In the rush to exploit easily accessible spodumene deposits many operations forego optimised processing solutions and instead go straight to high temperature spodumene conversion, followed be inorganic leaching. To maximise production the process should include sustainable waste reducing methods. Other considerations for improvement include the extraction of lithium from micas found in pegmatites and using the existing metals in discarded lithium-ion batteries.
Interest in recovering and recycling lithium is increasing due to its lower energy costs and potentially faster processing time. Although less than 1% of the worlds lithium-ion batteries are recycled, there are large number of organisations developing cost effective techniques to recover key metals from batteries in the form of Mixed Metal Dust (MMD). The MMD is used to manufacture cathode materials for new batteries.
Several other recycling options are available. One option is to process the rejected fines from other mineral stockpiles. This provides an opportunity to take an existing stockpile, re-process the minerals and extract the lithium, this is just one real example of sustainable production.
Recently, one innovative Australian lithium producer developed a model to improve the overall cost of production. They included lithium recycling as part of their overall production and supply strategy. The stockpiled workings are screened to deliver two streams of materials to separate classification circuits. Nothing over 10mm or under 1mm is accepted into the circuit, and each stream (coarse and fines) uses dense media separators to split unwanted material from value product containing lithium. Floats in both streams, typically mica, pass through to the rejects, while sinks pass through to a second classifier.
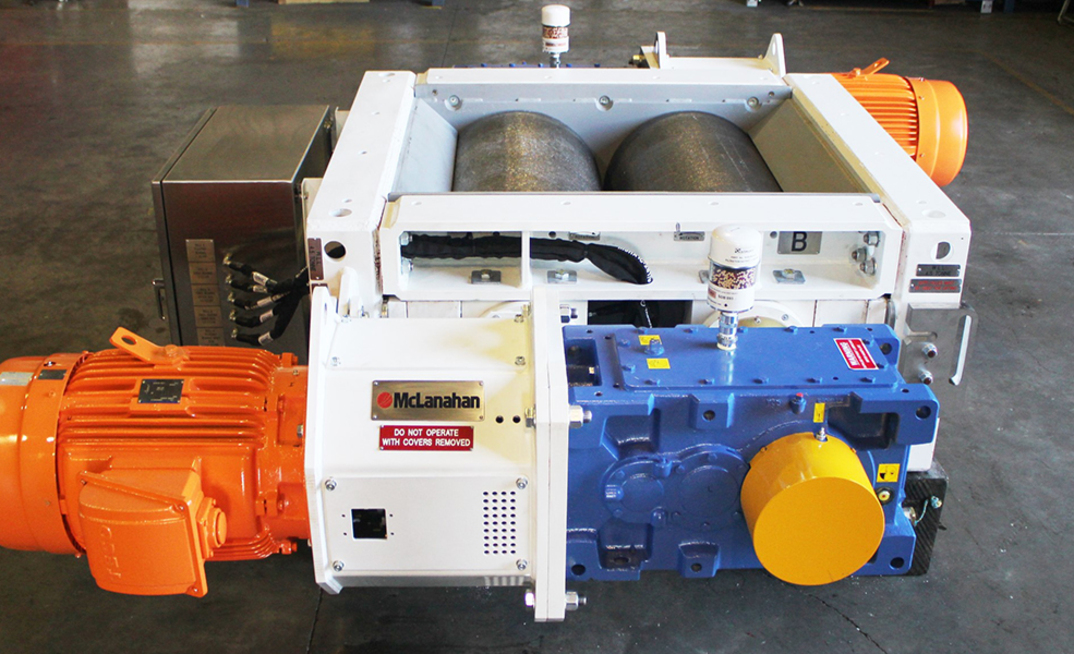
During test work it was determined that the coarse stream had a high proportion of middlings rich with lithium that would otherwise go to rejects, therefore and a second classifier was installed. Floats from the second classifier are directed through a custom McLanahan DDC-Sizer to crush the material down to < 3.5mm, which is then re-introduced into the fines circuit.
This direct drive mini sizer accepts material of less than 10mm to above 6mm, with an estimated compressive strength of 100MPa and abrasive index of 0.446. This low capital, small footprint, low energy solution increases yield and improves the Net Present Value (NPV) of the ore stockpile.
Additional process design optimisations include a small reflux classifier to reprocess coarse screen under-size material of less than 5mm, the underflows are then presented back to the coarse floatation circuit. McLanahan also provided a customised mini screw classifier to recover mica particles which have a detrimental effect on the plant's thickener. The mica, containing up to 4% lithium, is stockpiled with the option to re-process this material to extract this additional lithium.
Another entrepreneurial company is in the process of commercialising an innovative hydro-metallurgical extraction system that is reported to be less energy-intensive than traditional approaches, making it economically viable for recovering lithium from low-grade micaceous ores.
Whilst competition for both the source material and the end-product remains fierce, there is a strong argument for mining companies, processors, and equipment manufacturers to collaborate to achieve a more sustainable long term supply chain.
Connect with Chris
ABOUT THIS COMPANY
McLanahan Corporation

Feeding, Crushing, Sampling, Dewatering and Scrubbing equipment.
HEAD OFFICE:
- 27 Kalinya Close, Cameron Park, NSW 2285, Australia
- Phone: +61 2 4924 8248
- Website: www.mclanahan.com.au
- Email: sales@mclanahan.com.au

















