Mineral Technologies (MT) has been leading the industry in developing new and innovative mineral processing solutions for over 80-years. Synonymous with gravity separation and world-class spiral technology, their latest range of Modular Plant packages deliver a combination of off-the-shelf modular design and engineering mastery.
Customisable to your specific ore body, the new range of Modular Plants offer the usual superior metallurgical performance that Mineral Technologies is known for. Not only is the price point attractive, they are also customisable, manufactured to the highest quality & safety standards, easy to ship to site, quick to assemble and commission, and completely relocatable. It's clear they've done the work - this product range is not just another modular plant in the market.
Mineral separation in DNA
Launching the new plants, General Manager Alex de Andrade talked about the depth of knowledge and expertise that underpins Mineral Technologies' constant striving to ‘find a better way' and improve mineral processing operations.
It's clear Alex is proud of MT's long and successful history, which he says has led them to "become a global leader in fine mineral separation. Initially running mining operations in Australia before moving to a technology-focussed business. Mineral processing is uniquely embedded in our DNA and explains why we've been involved in most of the world's major mineral sands projects and a growing number of iron ore projects".
Alex said that the innovation-led culture continues to deliver improvements in both equipment and plant designs for customers worldwide. The most recent solutions brought to the market include the Mobile Mining Unit (MMU), Lyons Feed Control Unit (LFCU) and now, their new Relocatable Modular Plants.
Uncompromising metallurgical outcomes
At the launch, Global Manager - Business Development, Matthew Allen said the new family of Modular Plants had been a year in the making, cleverly designed to deliver exceptional operational performance, whilst providing a speedy return on investment. With the option to easily transport the plants across sites, or to add modules at a later time, the new Modular Plants enable project teams to ramp up capacity and production outputs when and where necessary, to deliver real financial benefit.
"When we started to develop our new modular plant designs, we didn't want to compromise metallurgical process outcomes, which was a common feature of most modular plant designs. We knew there had to be a better way than the traditional one size fits all approach that forces customers into compromising both metallurgical and financial outcomes", said Matthew.
Engaging the best minds
The development team had the added benefit of engaging the best minds in plant design from within Mineral Technologies' engineering team.
"We have a very strong engineering design capability with over 100 engineers located across our global footprint", said Matthew.
Well known for its spiral separators, of which the company is the world's leading supplier, Mineral Technologies is also recognised as the go-to supplier for process plant design including the world's largest mineral sands plant, Grande Cote in Africa.
Fully customisable
With capacity from 5 t/h up to 300 t/h, the new range of Modular Plants enable Mineral Technologies process engineers to customise plant designs to suit specific ore bodies. Matthew spoke to the current issues that many customers are facing with more challenging ore bodies requiring more complex process solutions. He said this is evident in the increasing demand for MT smarts in new and upcoming projects.
"We wanted to help customers get operational faster despite the growing complexity of their ore bodies. With our in-house metallurgical testing, we can deliver the entire process. From initial mineral testing and flowsheet development, our experts can use the clever flexibility we've designed into our Modular Plant range to customise a solution specific to the orebody.", said Matthew.
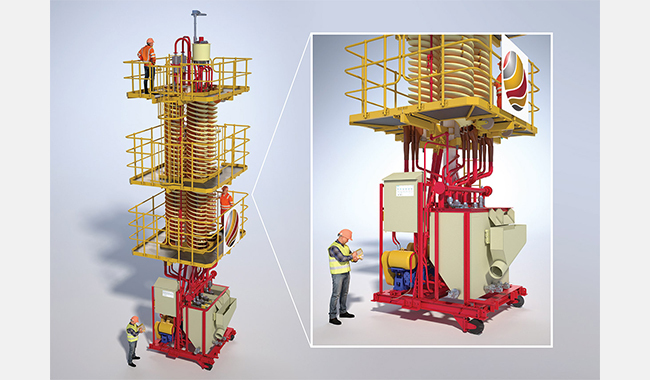
The customisable modules have been designed to accommodate the full range of Mineral Technologies world-class spiral separators, which means there is no reason for a Relocatable Modular Plant not to have the world's best spiral technology.
Reducing environmental impact
Mineral Technologies' new range of Relocatable Modular Plants have also been designed to incorporate some of their latest innovations, such as the LFCU and CT1 spiral technologies, which have recently been trialled to show significant reductions in water requirements over traditional spiral plants. As described by Matthew "our recent trials, that combine the LFCU feed system with the latest CT1 compact spirals, have shown successful mineral separation at feed densities in excess of 60% solids (w/w). This means that this new technology has the potential to reduce water demand by almost two-thirds".
According to Mineral Technologies, this reduction in water being consumed by the plant means a significant reduction in the amount of water being sent to the tailings dams. This also leads to a substantial reduction in power consumption for tailings systems.
More information
The full range of 5 t/h up to 300 t/h Relocatable Modular Plants are now available from Mineral Technologies. For more information visit mineraltechnologies.com
ABOUT THIS COMPANY
Mineral Technologies

Mineral Technologies deliver innovative, cost effective process solutions for Iron Ore, Mineral Sands, Silica Sands, Coal, Chromite, Gold, Tin, Tungsten, Tantalum and a wide range of other fine minerals worldwide.
HEAD OFFICE:
- Phone: 61755691300
- Website: mineraltechnologies.com
- Email: info@mineraltechnologies.com